- Użytkowników:
- 1
- Artykułów:
- 248
- Odsłon artykułów:
- 713418
- Jesteś tutaj:
-
Home

- Artykuły ścierne
Popularne i najcząściej czytane
Najnowsze artykuły
- Pompa ciśnieniowa do podlewania IP 800 Multi inox
- Materiał na uszczelki NG
- Frezy proste CMT
- Pompa głębinowa do domu i na ogród
- Pompa hydroforowa MHI 1300
- Złącza Camlok rodzaje i zastosowanie
- Nowości w sklepie, wrzesień 2021
- Wiertarki ze stopą magnetyczną - zastosowanie i osprzęt
- Buławy wibracyjne do betonu
- Zawory sterownicze stosowane w instalacjach pneumatycznych










Ocena użytkowników: 4 / 5


Witam
W ostatnim czasie dużo się zmieniło w naszym sklepie internetowym. Przede wszystkim zmieniliśmy platwormę na wersję responsywną. Można teraz łatwiej i przejrzyściej dokonywać zakupów w naszym sklepie z telefonów i tabletów. Ma to szczególne znaczenie, bo coraz częściej klienci korzystają z tego typu urządzeń mobilnych. Samo przejście miało też niekorzystny wpływ na naszą pozycję w wyszukiwarce, tak że straciliśmy dużo. Jednak nie narzekamy jednak i cały czas pniemy się w górę. Nowy sklep dał nam też możliwość nieograniczonego rozszerzenia naszej oferty, co systematycznie czynimy.
I tak wprowadzamy zapomniany przez nas segment produktów do stacjonarnego zabezpieczenia mienia. Chodzi mi o sejfy, kasety, kasetki na pieniądze i szafy na broń. Będziemy się opierać na produktach polskiej firmy Metalkas. Produkują oni nadzwyczaj szeroką gamę produktów w wszystkich klasach bezpieczeństwa i z sporą gamą opcji typu zamki szyfrowe i inne.

Głównymi produktami będą tu kasetki z pojedynczym dnem z certyfikatem IMP, kasetki z podwójnym dnem, sejfy gabinetowe i skrytki ścienne, oraz szafy i sejfy na broń zw klasie przynajmniej S1.
Następną grupą, którą w ostatnim czasie poszerzyliśmy są łączniki przewodów pneumatycznych, złączki gwintowane i szybko złączki i złączki do powietrza i wody. Posiadamy w naszym magazynie większość z złączki z tworzywa do benzyn i olejów, złączki do powietrza z mosiądzu: trójniki do węży z mosiądzu i tworzywa - w kształcie y i w kształcie t, łączniki do węży w rozmiarach od 6mm do 12 mm.

Instalacje do przesyłu powietrza i cieczy to również węże. Do tego czasu bazowaliśmy na wężach do powietrza z PCV. Są to przyzwoite polskie zbrojone węże, z jedną istotną wadą i z jedną zasadniczą zaletą. Zacznę od zalety: to niska cena, wciąż ogromnie waży czynnik w czasie zakupów. Jednak niewystarczający, i tu pojawia się wada węży z PCV: twardnieją w niskich temperaturach i pod wpływem oleju zawartego w powietrzu. W przypadku układów mobilnych ma to nader negatywny skutek, wystarczy:
- kilkudniowa praca małym narzędziem np: szlifierka pneumatyczna lub klucz udarowy i przekonamy się jak bardzo nieergonomiczny jest taki układ.
- albo że parokrotnie przejedzie po nich wózek lub inny pojazd i wąż może się rozwarstwić.
- do tego prawie zawsze sztywny wąż rozszczelnia się przy szybkozłączce od strony narzedzia, bo jest regularnie zginany w różnych kierunkach.

Rozwiązaniem są węże gumowe z zewnętrzną warstwą z gumy EPDM. Jest to guma wytrzymała na czynniki atmosferyczne, niskie i wysokie temp. Takie węże przez długi okres czasu zachowują elastyczność i są odporne na intensywną eksploatację w strefie średniego natężenia ruchu pieszego i kołowego. Przy czym należy pamiętać aby wąż do powietrza umieszczać w korytach ochronnych przecinających ciągi komunikacyjne.
https://domtechniczny24.pl/w%C4%99%C5%BCe-techniczne.html
Innym rozwiązaniem jest spiralny wąż do powietrza, wykonany z poliuretanu lub zwijadło do węża PU lub do węży gumowych. Na rynku są tańsze i droższe wersje, różnią się one składem. Te tańsze są wytworzone z mieszanki poliuretanu z innym tworzywem i są gorszej jakości. Mam na myśli mniejszą elastyczność i odporność na uszkodzenia mechaniczne. Różnica jest również w złączkach, tańsze węże mają słabej jakości i przepustowości szybkozłączki. Natomiast zwijacz do przewodu powietrza pozwala błyskawicznie usunąć wąż po skończonej pracy.

Zwijacz to innymi słowy bębęn z nawiniętym na niego wężem, zwijany siłą sprężyny umieszczonej w jego wnętrzu. W naszym magazynie prowadzimy zwijacze ECONO i Adlera. Są to towary przeznaczone do warsztatów samochodowych i lini produkcyjnych o niskim natężeniu pracy.
To tyle pozdrawiam Tomek
Ocena użytkowników: 5 / 5
Witam
Są już wyłączniki do wkrętarek i płynne rozruchy 16A do szlifierek kątowych.


https://domtechniczny24.pl/cz%C4%99%C5%9Bci-do-elektronarz%C4%99dzi.html
Ocena użytkowników: 5 / 5
Witam
Włókniny ścierne są trójwymiarowym wyrobem ściernym. Podłoże włókniny wykonane jest z niesplecionych ze sobą włókien syntetycznych odpornych na działanie wody i płynów stosowanych podczas obróbki. Włókna te są bardzo mocne, nie łamią się nie odkształcają i mają tzw. efekt pamięci, czyli po zgięciu wracają do swojego wcześniejszego kształtu.
Do włókien przyklejone są, za pomocą spoiwa z żywic syntetycznych, ziarna ścierne. Cząstki ziaren są rozmieszczone równomiernie dokoła włókien w całym przekroju gotowego produktu. Powstaje trójwymiarowa, sprężysta budowa dająca bardzo dobre efekty w ciągu pracy.
Średnica ziaren na włókninie ściernej w odróżnieniu od tej na ściernicach podawana jest w szerszym przedziale. W większości materiałów ściernych wielkość ziarna określana jest umownie i ujednoliconą normą międzynarodową FEPA i oznaczana literą "P" przed numerem granulacji. Spełnienie przez ziarno zasady FEPA oznacza, że jego wielkość dla danej ziarnistości nie jest większa niż wskazana w normie. W praktyce oznacza, że szlifując granulacją "P80" realizujemy stały i jednakowy poziom zarysowań szlifowanej powierzchni.

W przypadku włóknin gradację określa się następująco:
Coarse, grube ziarno- granulacja P80-P120
Medium średnie ziarno- granulacja P120 do P180
Fine wykańczające- granulacja P180 - P240
Very Fine bardzo drobne- granulacja P240 do P320
Ultra Fine polerowanie- granulacja P400 - P600
Super fine polerowanie wykańczające - granulacja P600 do P1000
Użyte ziarna ścierne to przede wszystkim elektrokorund szlachetny, węglik krzemu i czasami cyrkon.
Zalety włóknin sciernych to:
>Przestrzenne ustawienie włókien, równomierne ułożenie ziaren do o koła włókien, zimna obróbka ścierna ( nie przegrzewają materiałów obrabianych).
>Znaczne odległości między włóknami przejmują zabrudzenia i urobek z obrabianej powierzchni (przedmiot jest obrabiany przez czystą włókninę)
>Wodoodporność włóknin, można je płókać wodą z mydłem, przez co nadają się do powierzchni zabrudzonych, zatłuszczonych, pokrytych olejami i smarami.
>Elastyczność włókien powoduje łatwość dopasowania się do skomplikowanych kształtów.
Włóknina ścierna jest stosowana do pracy ręcznej i mechanicznej ( pasy bezkońcowe, lamelki, ściernice trzpieniowe). Nadaje się do obróbki ściernej: powierzchni stalowych, stali nierdzewnych, metali kolorowych (takich jak stopy aluminium, brąz, miedź, chrom), jak również do powierzchni mineralnych.
Ponieważ włóknina ścierna jest wodoodporna może być stosowana w kuchni w zastepstwie dla czyścików oraz metalowych gąbek. Wytrzymałe włókna oraz materiał ścierny dobrze czyszczą piekarniki i grille oraz usuwają spalone resztki żywności z garnków i brytwanek.
Dziękuję za uwagę
Ocena użytkowników: 5 / 5
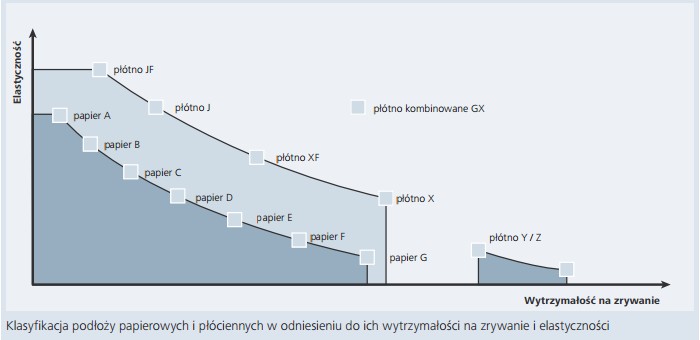
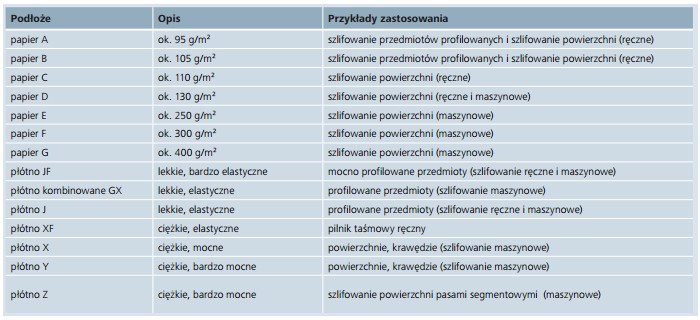
Witam, poniżej przedstawiam obrazowe informacje dotyczące płótna i papieru ściernego marki Klingspor. Najważniejsze informacje to rodzaj podłoża z uwzględnieniem sztywności, gramatury i elastyczności.

Ocena użytkowników: 4 / 5
Witam, to ostatnia część artykułow o materiałach ściernych nasypowych Boscha. Będzie dotyczyl wybranych produktów i technologi produkcji.
Optymalny proces produkcji zapewnia perfekcyjną obróbkę powierzchni. Dzięki nowoczesnym technologiom fabryki Bosch wykonuje się artykuły spełniające wysokie wymagania konsumentów z całego świata. Nadzwyczajna technologia łączenia (chroniona prawnie) gwarantuje stałą i wysoką jakość taśm bezkońcowych oraz doskonałą jakość obróbki powierzchni. Konfekcjonowanie i łączenie płótna ściernego to bardzo ważne czynniki konstrukcji taśmy szlifierskiej.
Ważny jest:
- sposób przycięcia plotna, prosty lub pod skosem,
- odpowiednie zeszlifowanie obu końców taśmy, tak aby po sklejeniu powierzchnie były jak najbardziej gladkie,
- naniesienie aktywatora i odpowiedniego kleju,
- precyzyjne dopasowanie, docisk i wulkanizacja miejsca polączenia.
Powyższe etapy produkcji modytikuje się zależnie od zastosowań taśmy oraz właściwości konkretnego produktu.
Technologia łączenia taśmy firmy Bosch gwarantuje:
- Brak śladów spowodowanych nierównością łączenia
- Bardzo precyzyjny przesuw taśmy, bez pozostawiania śladów kleju
- Specjalne dopasowanie do zastosowań łączenia taśm
- Wysoką stabilność i wytrzymałość na zerwanie zapewniają długą żywotność

Taśma bezkońcowa - sposoby łączenia.
Wyjątkowy proces sztancowania matrycowego ( czyli wycinania :) to najnowocześniejsza technika produkcji pozwalająca na uzyskanie precyzyjnie przyciętych krawędzi tarcz szlifierskich, oraz perfekcyjnych otworów o niezmiernie wysokiej jakości. Zaletami tego procesu technologicznego są:
- Brak wad jakościowych (kruszące się ziarna, źle wykrojone otwory)
- Czyste i idealnie gładkie otwory, zapewniające większą wydajność systemu odsysania pyłu
- Brak wyruszania się ziarna, co zapobiega zarysowania szlifowanej powierzchni.
W celu przeciwdziałania samoistnemu wypadaniu ziaren w trakcie szlifowania w wyniku zmieniania się siły nacisku oraz odkształceniom materiały ścierne Abrasives są uszlachetniane w procesie liniowym "online Multiflex". Materiały ścierne zyskują dzięki temu szczególną elastyczność. Właściwość ta jest niebywale ważna przy papierach ściernych przeznaczonych do szlifowania ręcznego oraz papierach w rolkach, wszędzie tam gdzie występuje wielokrotne zaginanie i prostowanie papieru ściernego.
W ostatnim czasie pojawiły się ściernice lamelkowe wykonane z płótna ceramicznego. Ma ono zdolnoś do tzw. samoostrzenia, sprawia to że tarcze te przeznaczone są do najcięższych prac przemysłowych. Innowacyjne jest zastosowanie talerza nośnego wykonanego z tworzywa wzmocnionego włóknem węglowym. Ściernice te mają dużo lepsze właściwości amortyzacyjne, przez co lepiej przylegają do podłoża. Można to porównać do zastosowania amortyzatorów w samochodach, i lepszej przyczepności kół do podłoża na wyboistej drodze .Sprowadza się to do mniejszego zużycia i odczuwalnej wydajności. Lamelki nie są tanie - kosztują około 16 zł brutto, zobaczymy jaką opinię wystawią klienci bo pierrwsze sztuki poszły do pracy :)
Pozdrawiam Rafał
Strona 2 z 4