- Użytkowników:
- 1
- Artykułów:
- 248
- Odsłon artykułów:
- 711668
- Jesteś tutaj:
-
Home

- Artykuły ścierne
Popularne i najcząściej czytane
Najnowsze artykuły
- Pompa ciśnieniowa do podlewania IP 800 Multi inox
- Materiał na uszczelki NG
- Frezy proste CMT
- Pompa głębinowa do domu i na ogród
- Pompa hydroforowa MHI 1300
- Złącza Camlok rodzaje i zastosowanie
- Nowości w sklepie, wrzesień 2021
- Wiertarki ze stopą magnetyczną - zastosowanie i osprzęt
- Buławy wibracyjne do betonu
- Zawory sterownicze stosowane w instalacjach pneumatycznych










Ocena użytkowników: 4 / 5


Artykuły ścierne, część druga.
Pierwszym czynnikiem zapewniającym doskonałą obróbkę powierzchni jest podkład. Zapewnia materiałowi ściernemu specjalną właściwość, przydatną do określonych zastosowań. Jako podkład materiału ściernego stosuje się papier, tkaninę, folię z tworzyw sztucznych, fibrę wulkanizowaną, piankę lub ich kombinację. Produkty z podkładem papierowym mają zastosowanie w szlifowaniu ręcznym (jak i ręcznym przy użyciu maszyn) i wykończeniowym oraz maszynowym (szeroko lub wąsko taśmowym). Podkład z tkaniny jest odpowiedni do wysoce wydajnego szlifowania taśmowego jak i do szlifowania profili i konturów oraz do szlifowania wykończeniowego. Fibra z kolei jest składnikiem podkładu do szlifowania rotacyjnego metalu oraz kamienia.
Drugim elementem jest spoiwo, utrzymanie równowagi pomiędzy dobrą przyczepnością ziarna a elastycznością to w przypadku spoiwa największe wyzwanie. Dla każdego produktu opracowana jest indywidualna formuła spoiwa, która następnie jest udoskonalana przez naszych chemików. Dzięki wdrożeniu tych specjalnych formuł można produkować bardzo twarde, a przez to agresywne materiały ścierne oraz nadzwyczaj elastyczne produkty. Paramert elastyczności jest szczególnie istotny podczas pracy z znaczną prędkością na nierównych powierzchniach, kiedy papier lub płótno ścierne jest gwałtownie zginane i prostowane, np pasy bezkońcowe, ściernice listkowe. Bosch stosuje wyłącznie spoiwa bez rozpuszczalników.
Wyróżnione są dwa rodzaje spoiwa, bazowe oraz wierzchnie. Spoiwo bazowe pozwala wstępnie połączyć ziarno szlifierskie z podłożem w określonym układzie i gęstości. Jako spoiwo stosowane są w głównej mierze żywice syntetyczne. Spoiwem na dobre wiążącym ziarna szlifierskie ze sobą i z podkładem jest spoiwo wierzchnie. W zależności od przeznaczenia materiału ściernego używane są bardziej miękkie i elastyczne albo twardsze i bardziej ciągliwe spoiwa, jednak przede wszystkim żywice syntetyczne.
Twardość spoiwa wpływa na agresywność ziarna i trwałość materiału ściernego. Poza spoiwem wierzchnim na materiałach ściernych znajduje się również substancja aktywująca się w trakcie szlifowania.
Trzeci element to ziarno szlifierskie i rozlokowanie ziarna. Twardość oraz wiązkość ziaren szlifierskich w oparciu o surowiec wyjściowy decyduje o właściwościach i zastosowaniu materiałów ściernych. Najczęściej stosowanymi minerałami szlifierskimi są obecnie korund i węglik krzemu wstępujące w wielu różnych wariantach. Coraz częściej zastosowanie znajdują także nowsze minerały, np. korund cyrkonowy, korund ceramiczny i diament. Udział minerałów pochodzenia naturalnego, jak rubin czy szmergiel, jest coraz mniejszy. Bosch wykorzystuje przy produkcji materiałów ściernych tylko wysokiej jakości ziarno szlifierskie i jako członek organizacji FEPA przestrzega norm FEPA.

Dokładnie wyselekcjonowane ziarno szlifierskie jest łączone z podkładem w innowacyjnym procesie produkcyjnym:
- Dystrybucja elektrostatyczna gwarantuje, że ziarna są rozmieszczone na pokładzie równomiernie i w pozycji pionowej, tak aby oś wzdłużna była prostopadła do warstwy podkładu. Materiały ścierne z ziarnem nanoszonym elektrostatycznie są agresywne i mają większą wydajność ścierną niż materiały ścierne, w których zastosowano dystrybucję mechaniczną.
- Pełne pokrycie- ziarno szlifierskie rozmieszczone jest na pokładzie bez odstępów i pokrywa całą jego powierzchnię. Wówczas w użyciu jest więcej ostrych krawędzi ziarna, wydajność ścierna jest większa, a chropowatość mniejsza.
- Niepełne pokrycie- ziarno szlifierskie rozmieszczone jest na podłożu z zachowaniem określonych odległości i pokrywa jego powierzchnię w ok. 50%- 70%. Ten typ papieru ściernego mniej się zatyka i stosowany jest do szlifowania aluminium, miękkich gatunków drewna, farb i lakierów.
- Innowacyjna metoda laserowa umożliwia kontrolowane nanoszenie spoiwa kryjącego, co zapewnia równomierną strukturę powierzchni oraz idealną obróbkę szlifierską.
Czwartym elementem jest powłoka dodatkowa (powłoka stearynianowa). Potwierdziła ona swoją skuteczność zwłaszcza przy szlifowaniu farby, lakieru i masy szpachlowej. Dzięki szczególnemu procesowi powlekania opracowanemu przez sia Abrasives, stearynian jest równomiernie nakładany na spoiwo. Dodatkowa powłoka powoduje zbijanie się lekkiego pyłu lakierniczego w większe odrobiny, które są łatwiej odsysane z powierzchni papieru. Oprócz tego, stearynian działa chłodząco w trakcie szlifowania lakieru.
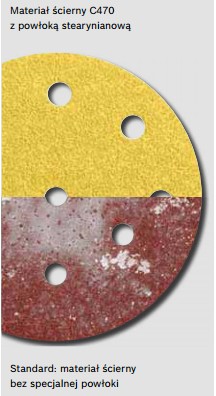
Zalety powłoki stearynianowej:
- Zapobiega zatykaniu się papieru pyłem, przez co mamy odczuwalną wydajność ścierną.
- Papier taki odznacza się do czterech razy dłuższą żywotnością niż materiały ścierne bez specjalnej powłoki.
- Specjalna powłoka z substancjami aktywnymi jest używana w głównej mierze przy obróbce stali kwasoodpornej i nierdzewnej. Zmniejsza temperaturę i zapobiega utlenianiu powierzchni materiału. Substancje aktywne w materiałach ściernych Bosch Best for Inox ułatwiają odprowadzenie pyłu, redukują emisję ciepła w wyniku tarcia i chronią ziarno prze zbyt szybkim zużyciem.
- Szlifowanie bez nagrzewania powierzchni
- Brak przebarwień powierzchni podczas obróbki szlifierskiej
- Silnie ograniczone iskrzenie
Ocena użytkowników: 5 / 5
Dzień dobry
Materiały ścierne tak jak wszystkie inne produkty używane w technice ulegają nieustannym zmianom i modernizacjom. Jest to spowodowane przede wszystkim wdrażaniem nowych technologii. Jednym z czołowych producentów jest Bosch i choć nie jest on powszechnie kojarzony z materiałami ściernymi to zapewniam ma duże osiągnięcia w tym temacie.
Fabryka Boscha ma wieloletnie doświadczenie w opracowywaniu zaawansowanych materiałów ściernych. Przy współpracy z wieloma, wspólnikami m.in. producentami farb i lakierów, analizuje różnorodne potrzeby użytkowników. Wyniki są wykorzystywane do celów badawczych, są one podstawą innowacji artykułów ściernych.
Od czynników pierwszych aż do finalnego produktu, wszystkie etapy procesu produkcyjnego są planowane w zgodzie z najbardziej zaawansowanymi standardami technologii. Każdy z etapów produkcji idealnie do siebie pasuje, czego efektem są innowacje i optymalizacje procesów, które pomagają użytkownikowi z łatwością radzić sobie z wyzwaniami dnia powszedniego.
Jakość oraz precyzja artykułów ściernych mają olbrzymie znaczenie podczas obróbki wymagających i kosztownych powierzchni. Każdy z elementów, od podkładu do pokrycia ziarnem jest ważnym elementem idealnego materiału ściernego. Właściwa formuła, wynikająca ze współdziałania wszystkich elementów, ma wielki wpływ na wynik szlifowania.
Technologia produkcji i jakość finalnego wyrobu sprowadzić można do czterech tematów:
1. Wysokiej, jakości podkład.
Odpowiedni podkład zapewnia lepsze przyleganie, rozciąganie, większą odporność na rozerwanie, większą elastyczność i stabilność (na przykład podkłady zawierające lateks dają w efekcie bardzo stabilne, a równocześnie elastyczne papiery ścierne do obróbki ręcznej).
2. Równomierne rozprowadzenie spoiwa.
Równomierne i stałe rozprowadzenie spoiwa bazowego i wierzchniego dzięki zastosowaniu nadzwyczajnej techniki pomiaru. W zależności od przeznaczenia materiału szlifierskiego Używane są bardziej miękkie i elastyczne, twardsze lub bardziej ciągliwe spoiwa.
3. Właściwe ziarno szlifierskie i jego równomierne rozprowadzenie.
Do każdego z zastosowań stosowane jest ziarno optymalne pod względem wielkość, twardości, ciągliwości i kształtu. A dla otrzymania optymalnej, równomiernej odległości pomiędzy ziarnami, specjalnie nadzorowany jest proces pokrywania ziarnem.
4.Powłoka dodatkowa,
Zapewnia łatwiejsze usuwanie pyłu szlifierskiego z materiału ściernego, zapobiega zatykaniu się przestrzeni między ziarnami. Jako przykład podam papier ścierny w krążkach do szlifierek do gipsu, stearynowa powłoka sprawia, że gips i szpachla nie przykleja sie tak łatwo do papieru.
Wszystkie cztery tematy opiszę w następnych 2 artykułach.
Ocena użytkowników: 5 / 5
Witam
O stali nierdzewnej pisałem poprzednio, teraz pora na dane jak taką stal obrabiać.
Stal nierdzewna jest nadzwyczaj popularnym materiałem stosowanym wszędzie tam gdzie potrzebne są materiały trwałe estetyczne i odporne na korozję (balustrady, sprzęt gastronomiczny, lady spożywcze i inne). (Wyprodukowane|wytworzone) z niej elementy nie muszą być malowane i lakierowane, wyglądają estetyczne przez długie lata. Te cechy są zauważalne dla użytkownika gotowych wyrobów, sytuacja nie jest jednak tak różowa dla wytwórców. Tu zaczynają się schody. Stal nierdzewna jest bardzo trudnym materiałem i (ze względu|z powodu} na swoje właściwości (o których pisałem w art. o skrawaniu metali) trudnym do obróbki. Wiercenie otworów, frezowanie, spawanie i szlifowanie to częstokroć mordęga.
Bieżący art. będzie dotyczył obróbki ściernej stali nierdzewnych i kwasoodpornych oraz narzędzi do tego celu skonstruowanych (satyniarka, szlifierka do rur, szlifierka do pachwin, pilnik elektryczny) ale po kolei.
Do tej obróbki zaliczamy cięcie z użyciem tarcz do cięcia INOX, szlifowania i polerowania. O ile pierwsza i ostatnia z nich nie nastręcza wiele problemów to szlifowanie tak.

Decydujący jest tutaj dobór właściwych materiałów ściernych (płótna cyrkonowe, płótna ceramiczne), jak i parametrów skrawania, czyli odpowiedniego elektronarzędzia. Albowiem od wyrobów ze stali nierdzewnej wymaga się znacznego stopnia estetyki, bo nie są one później malowane, więc spoiny powstałe podczas spawania jak i miejsca cięć muszą być rzetelnie wyszlifowane, polerowane lub satynowane. Szlifowanie łatwo dostępnych miejsc przy zachowaniu rygorów technologicznych nie nastręcza większych problemów, gorzej z miejscami trudno dostępnymi, takimi jak rury, balustrady, spoiny pachwinowe. Na rynku pojawiło się sie wiele specjalistycznych elektronarzędzi, dzięki którym można wykonać wszystkie wyżej opisane operacje.
Firma Bosch wprowadziła specjalistyczną rodzinę elektronarzędzi do obróbki stali nierdzewnych. Są to 4 modele bazujące o dwie szlifierki kątowe. Kłopot przy sprzedaży takiego sprzętu pojawia się w chwili podania ceny. O ile duże, dobrze prosperujące warsztaty nie mają z tym problemu o tyle mniejsze, lub firmy dopiero, co zaczynające przygodę z nierdzewką tak. W takiej sytuacji odpowiednim rozwiązaniem jest zastosowanie przystawki do szlifierki kątowej, cena między 300 a 800 złotych. Polska firma Glob wprowadziła na rynek kilka grup takich przystawek dla firm obrabiających stal nierdzewną. Wystarczy mieć własną szlifierką kątową z regulowanymi obrotami i kłopot z głowy.

Najpopularniejsza z nich to przystawka do obróbki rur nierdzewnych - czyli szlifierka do obróbki rur. Posiada uchylne ramię na sprężynie, które sprawia, że taśma bezkońcowa dostosowuje się do kształtu rury. Gumowe ułożyskowane rolki zapobiegają ześlizgiwaniu się pasa bezkońcowego. Uchwyt dokręcany do przystawki to ten sam, który mamy przy szlifierce. Całość montuje się szybko i niezwykle prosto ( patrz instrukcja załączona z przystawką). Powstała szlifierka taśmowa do rur dopuszcza na obróbkę średnic, przystawka GS01 do 40mm, przystawka GS02 do 70mm.
Kolejna grupa to przystawki do satynowania i szlifowania płaskich powierzchni. W przypadku tych maszyn konieczne podczas zakupu jest wskazanie modelu szlifierki, gdyż każda marka ma odmienny system mocowania osłony. Satyniarki można nabyć w wersji z rolką prowadzącą lub nieco tańsze bez rolki. Do satyniarek montować można walce z papieru ściernego do bardziej agresywnej obróbki i walce z włókniny polerskiej do satynowania. Walce polerskie z włókniny są sprzedawane w 5 grubościach ziarna. Nadmiernie tylko, że do każdej przystawki producent dorzuca dwie rolki jedną z papieru ściernego a drugą z włókniny.
Kolejnym ciekawym produktem jest pilnik elektryczny a de facto przystawka pilnik elektryczny GS03. Stosowany do obróbki trudno dostępnych miejsc. Stosujemy taśmę bezkońcową 10x550 zamocowaną na długim i wąskim ramieniu. Wymiana pasa jest niezmiernie prosta dzięki wykorzystanej sprężynie i nie wymaga od nas użycia żadnego narzędzia. Napędem na pilnik elektryczny musi być szlifierka kątowa 125 mm z regulacją obrotów, lecz jej moc może być znacznie mniejsza niż w wużej wymienionych.
I ostatnia grupa to przystawka szlifierki do pachwin, z niesłychanie długim ramieniem - GS07. Wygląda dość osobliwie, ale z racji minimalnej odległości tarcza - głowica świetnie nadaje się do czyszczenia spoin pachwinowych. Konstrukcja dopuszcza używanie tarcz filcowych i ściernic elastycznych.

Przy używaniu przystawek koniecznie trzeba zwracać uwagę na obroty i w przypadku wykańczania i szlifowania stali nierdzewnych stosować umiarkowany docisk. Nie ma nic gorszego jak szlifowanie tępym płótnem ściernym i przegrzanie nierdzewki.
 Cześć
Cześć
Dzisiaj o kostce do czyszczenia papieru ściernego, to znaczy jak wyczyścić pas bezkońcowy.
Bardzo często zdarza się podczas szlifowania taśmą bezkońcową, że papier się zapycha. I nie ma tu znaczenia czy używamy szlifierki taśmowej ręcznej, popularnie zwanej czołgiem, czy szlifierki stacjonarnej. Długość taśmy nie ma tu znaczenia. Podczas szlifowania drewna, nade wszystko tego z żywicą, czyli iglastego. Zalepiają się wtedy przestrzenie między ziarnami.
Tworzy się taki spiek żywicy i pyłu, który nagrzewa ziarna, przez co stają się w wyższym stopniu podatne na stępienie. Oprócz wydatnie spada efektywność szlifowania. W przypadku szlifowania stali skorodowanej, elementów stalowych z powierzchnią lakierniczą lub mokrych, czy wilgotnych detali, sytuacja jest analogiczna. Brud, olej, farba, woda miesza się z opiłkami metalu i zatyka płótno.
Taśma bezkońcowa przestaje brać i szybko się nagrzewa. W przypadku obróbki metali taśmą bezkońcową do tego nagrzewa się materiał a to może być bardzo niekorzystne. W takim wypadku na ogół taśma bezkońcowa nadaje się wyłącznie do wymiany lub jeżeli ziarna nie zostały stępione można użyć kostki do czyszczenia papieru ściernego. Jest to kawał miękkiego tworzywa, który naciskamy na pas bezkońcowy i powstaje nam taki glut, który usuwa brudy. Efekt jest więcej niż zadowalający.
Kostkę można przechowywać zamkniętą szczelnie w worku, wtedy nie stwardnieje. Jak będzie twarda to niewiele starci z swoich właściwości. Ja mam ją już około 1 roku i jeszcze super działa.
Ocena użytkowników: 4 / 5
 Dzień dobry
Dzień dobry
Cały czas staramy się powiększać nasz asortyment pasów bezkońcowych do drewna i stali. Dotąd mieliśmy tylko firmy Klingspor, w ostatnim czasie rozszerzyliśmy o papiery i płótna z firmy Starcle. Zwłaszcza chodzi mi o pasy bezkońcowe do metalu na płótnie 641XYP/XP korund. Jest on przeznaczony do obróbki stali konstrukcyjnej, metali nieżelaznych, stali szlachetnej, drewna i skóry. Ziarno jest umieszczone na ciężkim poliestrowym płótnie i na skutek tego ma dobrą wydajnością do ceny. Jest, więc to idealne rozwiązanie do pracy małoseryjnej, gdzie bez zmieniania taśmy bezkońcowej można szlifować różne materiały. Nowym produktem nieco droższym, bo bazującym na cyrkonie i przez to wytrzymałym jest 141XYP/141XP I 151XYP/151XP. Oba płótna są na ciężkim podłożu poliestrowym, do którego przytwierdzone jest ziarno elektrokorundu cyrkonowego. Nasyp rzecz jasna pełny i tu powinno się dodać, że jest to nasyp tylko i wyłącznie cyrkonowy a nie mieszanina tańszego elektrokorundu i cyrkonu. To, co odróżnia oba płótna to powłoka w 151XYP/XP, dzięki której taśma pozostaje czysta i nie grzeje się tak bardzo, przez to pozostaje dłużej ostra, a właściwie to ziarna cyrkonu. Pasy bezkońcowe w zależności od długości są łączone na styk i podklejane taśmą lub na ukos pod kątem około 50 stopni.
Strona 3 z 4