- Użytkowników:
- 1
- Artykułów:
- 248
- Odsłon artykułów:
- 713586
- Jesteś tutaj:
-
Home

- Techniki spawania i lutowania
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 974

Dzień dobry, diś temat dotyczący spawania trudnościeralnych blach Hardox.
Strzelnica to miejsce gdzie można fajnie z przyjaciółmi spędzić czas . Z niekiedy zaczyna brakować atrakcji i obmyśla się różne rodzaje aktywnych i pasywnych celi. A ponieważ gotowe cele z hardoxu są niemożliwie drogie to zdecydowałem opracować je sam z kawałków pasków i kółek. W tym miejścu pojawił się trudność jak je połączyć. Na początek do prostokątnej blachy przyspawałem łańcuch zwykły ocynkowany. Po 15 strzałach odpadł. Po czym poleciałem elektrodą rutylową 308 efekt taki sam. W końcu przyspawałem hak na długości 15 cm i mam nadzieję, że wytrzyma. Ale pojawił się temat skonstruowania aktywnego drzewa. I udało się ze szmelcu zdobyć owalne tarcze do których muszę przyspawać boczne prostokąty i pręty. No i rozpocząłem badać temat czym to spawać. A owocem badań jest poniższy tekst z strony producenta hardoxu.
A dokładnie to poziome popery na stojaku:

Wielu odbiorców blach trudnościeralnych zastanawia się nad jak spawać Hardox, nawiązując do wcześniejszych doświadczeń z różnymi surowcami trudnościeralnymi, ale Hardox to jedyna stal oferująca dużą twardość i jednocześnie znakomitą podatność na spawanie. Jest to możliwe z powodu na to, że Hardox został opracowany z względnie małą zawartością pierwiastków stopowych. Hardox można spawać za pomocą wszystkich tradycyjnych metod spawania. W tym celu można stosować sprzęt i narzędzia stosowane do spawania stali o małej wytrzymałości. Znakomita spawalność Hardoxu znaczy, że stal tę można spajać z innymi stalami podatnymi na spawanie. W takim przypadku należy stwierdzić spawalność tego drugiego gatunku stali.
Czynniki wpływające na jakość spawania:
Tak jak w wypadku wszelkich stali, czyste stanowisko spawalnicze pozwala uniknąć problemów. Konieczne zatem jest sprawdzenie, czy nie ma wilgoci, oleju, rdzy lub farby. Do innych ważnych czynników zalicza się:
• Wybór odpowiednich materiałów spawalniczych (elektroda, drut, itd.) ja użyłem elektrody do spawania hardoxu - https://domtechniczny24.pl/elektrody-do-stali-nierdzewnych.html
• Właściwe temperatury podgrzewania i międzyściegowe
• Ilość wprowadzonego ciepła
• Sekwencja spawania i wielkość szczeliny
Poniżej w tabeli informacje dotyczące wyboru właściwego materiału spawalniczego, gazu ochronnego, temperatury podgrzewania oraz metody spawania. Spoiwa, które można używać do spawania materiałów Hardox wymieniono w poniższej tabeli. W skrócie, właściwe spoiwa to te, których granica plastyczności wynosi mniej niż 500 MPa. Zaleca się wybór drutów i elektrod o małej wytrzymałości, aby zmniejszyć ryzyko pękania wodorowego. Więcej szczegółowych danych na temat wyboru materiałów spawalniczych znajduje się w broszurze „Spawanie Hardox”.
W wypadku użycia elektrody otulonej, zawartość wodoru elektrody musi wynosić poniżej 5 ml/100 g. Konieczne jest przestrzeganie zaleceń dotyczących grzania i składowania podanych przez producenta elektrody.
Do spawania gatunków i grubości stali Hardox, dla których SSAB zaleca przygotowawcze podgrzewanie, zamiast niego można często stosować elektrody i druty ze stali nierdzewnej austenitycznej AWS 307. Można także zastosować elektrody i druty AWS 309, ale w takim przypadku występuje nieznacznie wyższe ryzyko pękania na gorąco. W procesach takich jak spawanie MAG, spawanie Hardox może odbywać się przy użyciu gazów wykorzystywanych do spawania stali o małej wytrzymałości. W celu zapewnienia stabilnego łuku oraz pełnej penetracji powszechnie stosowanym gazem jest argon zawierający 18-20% CO2. Więcej o gazach w art. Gazy techniczne w spawalnictwie.
Temperatury podgrzewania wymagane do spawania stali Hardox:

Podobnie jak w przypadku stali o małej wytrzymałości, podgrzewanie zalecane jest przy grubych materiałach i może być też wymagane dla gatunków Hardox o większej twardości. SSAB opracowało zalecenia dotyczące temperatur podgrzewania, które przedstawiono w poniższej tabeli. Grubość i gatunek Hardox należy wybrać z tabeli i zastosować temperaturę podgrzewania odpowiadającą temu wyborowi. Podczas spawania różnych grubości, a także gatunków Hardox o różnych poziomach twardości, do obu materiałów należy zastosować najwyższą temperaturę podgrzewania podaną w tabeli. Podgrzewanie musi objąć powierzchnię do 75 mm poza punktem spawania. Do pomiaru temperatury można użyć termometrów kontaktowych.
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 884
Witam
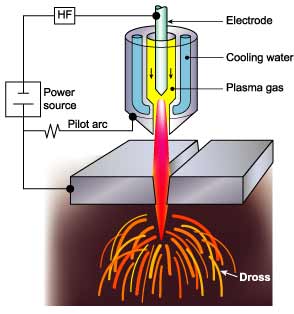
Przecinarki plazmowe na dobre zadomowiły się w wielu zakładach. Duży wpływ ma na to obniżenie ceny przecinarek plazmowych i bardzo tanie materiały eksploatacyjne sprowadzany z Chin.
Warto wiedzieć jak działają przecinarki, jakie są ich zalety i jakie wady.
Plazma to zjonizowany gaz o wysokiej temperaturze, w przypadku przecinarek wydostający się z dużą prędkością z uchwytu przecinarki. Gaz staje się plazmą kiedy energia ruchu kinetycznego cząsteczek będzie na tyle wielka, że elektrony pokonują energię wiązania cząsteczkowego i odłączają się od niej pozostawiając ją w stanie zjonizowania. Natomiast same stają się wolnymi nośnikami prądu i przestają być obojętne. Można stwierdzić, że powstaje wtedy materia będąca po części gazem i po części materią o niezwykle wysokiej temperaturze.
Na kuli ziemskiej plazmę można zaobserwować na biegunach jako zorza polarna lub w czasie burzy jako pioruny w tym pioruny kuliste, poza tymi zjawiskami plazma na ziemi nie występuje. Aczkolwiek, co ciekawe, im dalej od naszej planety, tym więcej odkrywamy materii w stanie plazmy. Szacuje się, że w stanie plazmy jest 99,9 % materii w kosmosie.
Większa część dotychczasowych zastosowań plazmy wiąże się z wysoką temperaturą i przewodnictwem elektrycznym. W inżynierii źródłami plazmy do zastosowań w spawalnictwie są generatory plazmy ( plazmotrony). Wytwarzają i podtrzymują one plazmę poprzez nagrzanie gazu przepływającego przez dyszę, w którym pali się łuk elektryczny o gigantycznym natężeniu prądu. Z tego powodu przecinarki plazmowe muszą być podłączone do sprężarki tłokowej podającej sprężone powietrze pod ciśnieniem około 4-5 bar. Jest to technika plazmy łukowej. Składa się z 2 etapów, zainicjowania łuku i podtrzymywania go przez przepływający przez zjonizowany gaz - plazmę, prądu elektrycznego.
Warto wspomnieć, że oprócz spawalnictwa generatory plazmy są wykorzystywane do nanoszenia cienkich warstw i realizowania szeregu reakcji przy użyciu plazmy w obniżonym ciśnieniu np. PECVD. Służą one do takich innowacyjnych aplikacji jak wzrost diamentów, nanoszenie lub trawienie nano warstwy, kształtowanie nowych materiałów jak przykładowe HBLED (High Brightness Light-Emitting Diode) czyli wytwarzanie nowej generacji diod LED wykorzystywanych jako nowe źródła światła o dużej sprawności.
Wracając do tematu.
Cięcie plazmą (cięcie plazmowe) bazuje na topieniu i wyrzucaniu metalu ze szczeliny cięcia silnie skoncentrowanym plazmowym łukiem elektrycznym o dużej energii kinetycznej, jarzącym się między elektrodą nietopliwą ( umieszczoną w uchwycie plazmy) a ciętym materiałem. Plazma inicjowana jest przez potarcie lub zbliżenie palnika do ciętego materiału. Przepuszczanie strumienia sprężonego gazu przez zainicjowany łuk elektryczny powoduje jego utrzymanie i wtórną jonizację i dzięki dużemu zagęszczeniu mocy wytwarza się strumień plazmy. Ważne jest tu skoncentrowanie plazmy przez szczelinę dyszy, wywołuje to wytworzenie zbitego strumienia plazmy rzędu milimetra. Warunkiem więc jest tu podłączenie do materiału ciętego przewodzącego prąd masy.

Jak wspomniałem dysza do uchwytu plazmy ( https://domtechniczny24.pl/akcesoria-do-przecinarek-plazmowych.html ) zamontowana w palniku ogniskuje łuk plazmowy. Chłodzone przez pierścień zawirowania ścianki dyszy powodują zawężanie kolumny łuku. Zasada działania cięcia plazmą wykorzystuje wysoką temperaturę w jądrze łuku plazmowego (10000÷30000K) i bardzo dużą prędkość strumienia plazmy, co powoduje, że cięty materiał jest topiony, utleniany i wyrzucany ze szczeliny. Szczeliny są znacznie mniejsze niż przy cięciu acetylenem, mają też o wiele równiejszą powierzchnię.
Powszechnie stosowanym gazem plazmotwórczym jest jak nadmieniłem powyżej powietrze podawane z sprężarki tłokowej. Warto oczywiście oczyścić takie powietrze stosując najprostszy filtr. Przecinarką plazmową można ciąć każde materiały przewodzące prąd elektryczny - wykonanych ze stali węglowych i stopowych, kwasoodpornych, aluminium i jego stopów, mosiądzu, miedzi oraz żeliwa, nawet jeżeli wierzchnia warstwa jest pokryta farbą lub grubą warstwą rdzy.
Zasady bezpiecznej pracy podczas cięcia Plazmą.
Oprócz elementarnych zasad cięcia łukiem elektrycznym - duża temperatura, duże ilości szkodliwych gazów, należałoby wiedzieć o tym czego nie widać.
Plazma wytwarza znaczne ilości promieniowania UV, należy zatem wykorzystywać odzierz ochronną i okulary lub maski całotwarzowe z filtrem UV.
Albowiem przez przewód uchwytu plazmy przepływa prąd tworzący silne pole elektromagnetyczne nie zaleca się owijania przewodu wokół szyi lub w inny sposób.
i to w zasadzie wszystko, jak radzi sobie taka plazma opisałem w art. Plazma Telvin HF pozdrawiam Rafał.
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 664
Ocena użytkowników: 4 / 5

Dane techniczne wentylatora 8038FZYBT
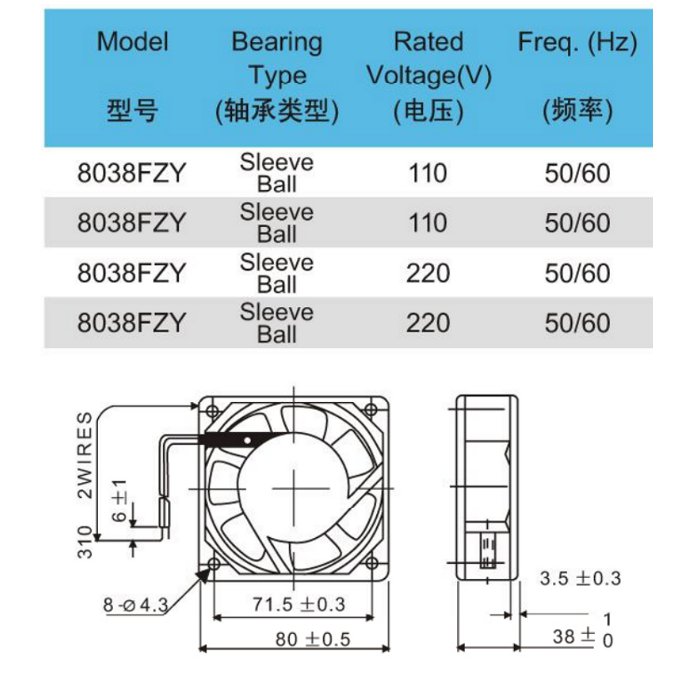
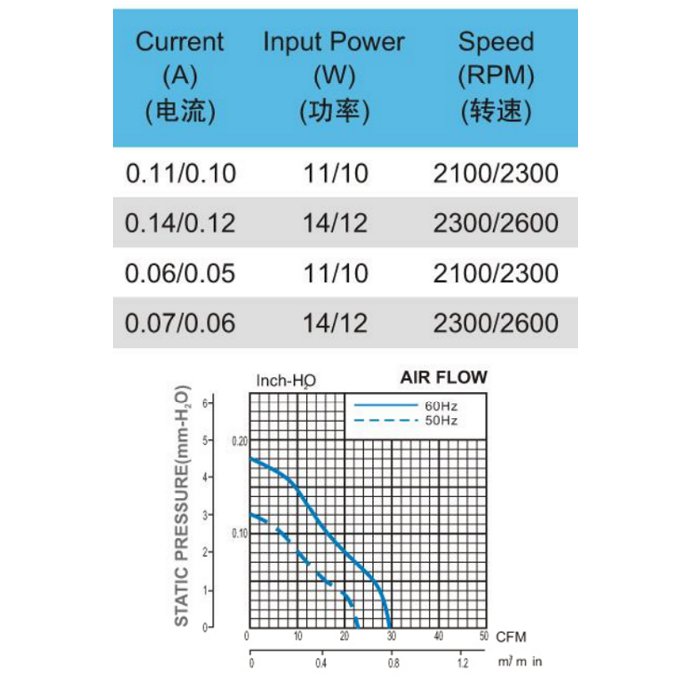
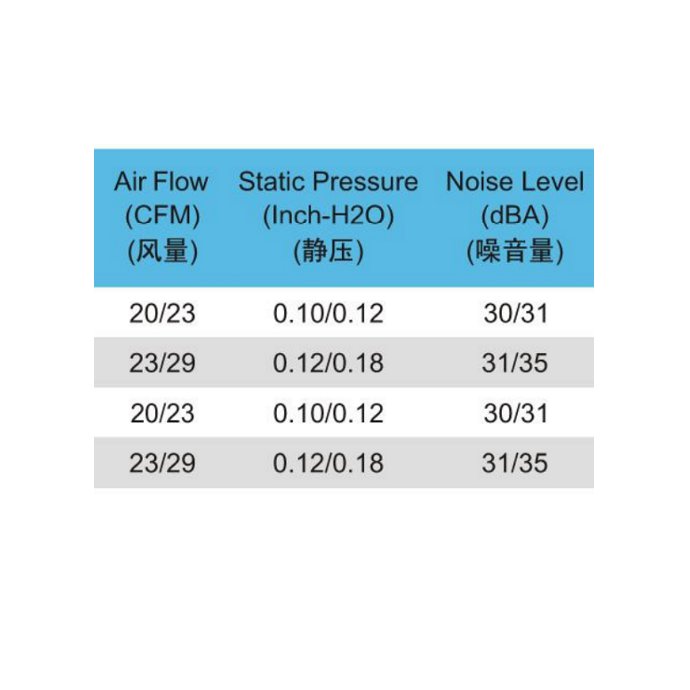
Wentylatory do spawarek i półautomatów - https://domtechniczny24.pl/wentylatory-220240v-5060hz.html
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 3995
Ocena użytkowników: 5 / 5
Sprzedawane przez nas butle produkyje i napełnia Silesian Gas
Oznaczenia na butlach Azot, Argon, Mieszanka i CO2


Firma "Silesian Gaz" Sp. z o.o. w Siemianowicach Śląskich powstała 9 lipca 2004 roku. Firma należy do Czesko - Polskiego Holdingu Vitkovice, w którym polskimi partnerami są również FBT: MILMET S.A. - Sosnowiec, KZWM S.A. Siemianowice Śląskie oraz WSP OGNIOCHRON S.A. z Andrychowa. Początkowo firma zajmowała się głównie dystrybucją gazów technicznych, spożywczych oraz świadczyła usługi legalizacji butli.
W miarę rozwoju firmy zwiększał się jej zakres działalności, który na dzień dzisiejszy obejmuje:
Sprzedaż gazów technicznych (tlen, acetylen mieszanka AR+CO2, argon, azot)
https://domtechniczny24.pl/butle-do-spawarek.html
Sprzedaż gazów do celów spożywczych (dwutlenek węgla)
Sprzedaż butli propan - butan
Usługi legalizacji butli
Sprzedaż urządzeń i materiałów spawalniczych (spawarki druty, elektrody spawalnicze, akcesoria)
Sprzedaż sprzętu p. poż.
Sprzedaż artykułów BHP
Nasz firma działa na rynku regionalnym i obsługuje szereg podmiotów indywidualnych, jaki i instytucjonalnych. Dysponujemy również własnym transportem przystowowanym do przewozu butli gazowych.
Firma posiada wykwalifikowaną i doświadczoną kadrę inżynieryjno-techniczną, która w każdej chwili jest pomocna w doradztwie w doborze odpowiednich materiałów, urządeń spawalniczych i sprzętu p. poż.
Oznaczenia na butlach Azot, Argon, Mieszanka i CO2
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 1685
Ocena użytkowników: 4 / 5
Charakterystyka gazów technicznych używanych w procesie spawania.
Dzień dobry
Bieżący artykuł będzie obejmował zagadnienie stosowania gazów technicznych w spawalnictwie, do lutowania, w technice warsztatowej. Gazy te można podzielić na gazy osłonowe, atmosferyczne i gazy palne.
Do gazów palnych zaliczamy Acetylen, tlen, propan, butan, wodór.
Gazy te lub ich mieszanki w czasie spalania wytwarzają wysoką temperaturę wykorzystywaną do topienia, cięcia i ogrzewania metali.
Acetylen.
Jest gazem wytwarzanym podczas reakcji węgliku wapnia z wodą. Acetylen podczas spalania wytwarza najwyższą temperaturę spośród wszystkich gazów przemysłowych. Jest najbardziej wydajny, choć jego wartość kaloryczną nie jest wysoka, to w obszarze środkowego płomienia emituje bardzo wysoką i skoncentrowaną temperaturę. Do pełnego spalenia się potrzebuje nieznaczne ilości tlenu, dzięki temu płomień zawiera śladowe ilości wilgoci. Spalając się wytwarza płomień, który nie utlenia obszaru spawanego czy powierzchni lutowanych. Ta cecha sprawia, że powierzchnie nie zawierają tlenków, idealnie nadaje się więc do grzania punktowego, lutowania twardego, spawania i cięcia. Ze powodu tego że acetylen jest lżejszy od powietrza, jest jedynym gazem palnym rekomendowanym do poniżej powierzchni ziemi.
Gaz ten gromadzony jest w stalowych, bezszwowych butlach pod ciśnieniem 1,5MPa, wypełnionych masą porowatą i acetonem, w którym jest częściowo rozpuszczony.
Butle acetylenowe mają kolor kasztanowy. Gaz do palnika podawany jest przez specjalnyreduktor acetylenowy, który obniża ciśnienie do wartości roboczej. Oprócz reduktorów używa się również bezpieczniki. Bezpiecznik do acetylenu ma zawór zwrotny, który uniemożliwia przepływ gazu w kierunku przeciwnym do zwyczajnego. Oraz blokadę płomieniową, która studzi płomień i go wygasza. Bezpieczniki umieszcza się najczęściej na palniku i przy uchwycie.
Tlen, gaz bezwonny i bezbarwny.
Gaz nieodzowny w procesie spalania, wyróżnia się dużą reaktywnością i z tego względu w procesach spawania czy lutowania powietrze jest mieszane z tlenem. Dodatek tlenu podwyższa temperaturę spalania, poza tym sam proces zachodzi szybciej, płomień jest stabilny i czysty. Sprzedawany jest w butlach pomalowanych na niebiesko. Podawany jest przez reduktor tlenowy, który obniża i stabilizuje jego ciśnienie. Ze względu na bezpieczeństwo używa się bezpieczniki tlenowe, zarówno przy reduktorze jak i przy palnikach.
Propan.
Otrzymywany jest z gazu ziemnego. Jest gazem bezbarwnym łatwopalnym a czystość spalania propanu czyni go doskonałym dla wielu zastosowań w przemyśle. W technice używa się go do lutowania miękkiego i twardego, podgrzewania, opalania. Najwyższą wartość energetyczną otrzymuje się w połączeniu z tlenem. Propan jest stosunkowo tani i łatwo osiągalny, przez co ma obszerne zastosowanie w przemyśle warsztatowym.
Przechowywany jest w butlach o różnej objętości, jak również w kartuszach jednorazowych.
Wodór.
Bardzo szeroko wykorzystywany w różnych gałęziach przemysłu:
Zmieszany z tlenem spala się w temperaturze 2850 st i jako taka mieszanina jest wykorzystywany do cięcia stali pod wodą.
W formie płynnej ma zastosowanie w silnikach rakietowych.
Używany jako składnik mieszanek gazów osłonowych w spawaniu stali nierdzewnych, austenitycznych metodą TIG.
Oddzielną grupę gazów i ich mieszanin stanowią gazy osłonowe. Mają one istotny wpływ na jakość i wydajność procesów spawalniczych. Przede wszystkim chronią łuk i spoinę przed wpływem gazów z atmosfery. Oprócz tego modyfikują ją i przez to mają korzystny wpływ na właściwości spoiny i otoczenia spoiny, takie jak wytrzymałość, odporność na korozję, minimalizację odprysków, wielkość i głębokość wtopu i na obciążenia dynamiczne. Na rynku istnieje wiele mieszanek, proces ich doboru, specjalizacja i zastosowania stają się coraz większe.
Dwutlenek węgla.
Wyjątkowe właściwości dwutlenku węgla, na przykład jego obojętność w reakcjach oraz duża rozpuszczalność w wodzie,powoduje że jest on wykorzystywany w chyba wszystkich gałęziach przemysłu. Nie będę wyszczególniał wszystkich tylko te najciekawsze: w ogrodnictwie i akwarystyce w dokarmianiu roślin, w gaśnicach, w leczeniu kriogenicznym, uzdatnianiu wody pitnej, w przemyśle spożywczym do produkcji bąbelków:) w napojach i do zasilania markerów paintballowych.
W spawalnictwie sam dwutlenek węgla jest już coraz mniej stosowany. w technice MIG bardziej skuteczna jest jego mieszanka z argonem. Nie powoduje ona tak niechcianych odprysków i dymu, a połączenia mają o wiele lepsze właściwości mechaniczne. Stosowany jest w metodzie MIG do spawania stali konstrukcyjnych. Przechowywany w butlach pod ciśnieniem o różnych objętościach. Butla z gazem co2 jest najczęściej koloru szarego z zielonym paskiem.
Argon jest bezbarwnym i pozbawionym zapachu gazem, cięższym od powietrza. Najistotniejszą właściwością chemiczną argonu jest jego obojętność chemiczna. Dlatego jest niemal idealnym gazem osłonowym podczas spawania. Wykorzystywany w technice spawania łukowego TIG i MIG. Ponieważ jest gazem obojętnym to stosuje się go do spawania elementów szczególnie narażonych na oksydowanie w wysokich temperaturach, takich jak aluminium, stal kwasoodporna, wysokostopowa.
Mieszanki argonu i dwutlenku węgla. Popularny Argomix to mieszanka osłonowa utleniająca do spawania metodą MAG stali konstrukcyjnych. Gwarantuje redukcję odprysków, dobre parametry mechaniczne spawu i skuteczne chłodzenie uchwytu. Przechowywany w butlach o podobnych parametrach co dwutlenek węgla. Również reduktory Co2 i MIX stosowane są zamiennie.
Hel. Pocieszny gaz, miałem ostatnio okazję łyknąć go na weselu i gadać cienkim głosem, to tak na marginesie.
Gaz ten jest wykorzystywany w wielu dziedzinach przemysłu. W spawalnictwie używany jako mieszanina z argonem, tlenem, azotem i dwutlenkiem węgla. Mieszaniny te w zależności od składu używa się jako gaz osłonowy do spawania metodą TIG lub MIG stali niestopowych i niskostopowych, stali wysokostopowych, aluminium oraz metali nieżelaznych. W porównaniu z argonem daje łuk o większej mocy i powoduje głębsze wtopienie, a spaw jest szerszy. Wadą Helu jest trudne zajarzenie łuku.
Azot zarówno w czystej postaci jak i w mieszankach stosowany do spawania TIG stali duplex i austenitycznych, które to stale mają podwyższoną zawartości azotu. W procesie spawania nie dochodzi do ubytku tego pierwiastka i zarówno spoina jak i grań zachowuje wysoką odporność na korozję i wysokie właściwości mechaniczne.
To tyle pozdrawiam
Dzień dobry
Dzisiaj temat filtrowania wody w basenie ogrodowym.Trochę czasu minęło zanim zabrałem sie do napisania tego tematu. Powód był jeden, po pierwsze musiałem skonstruować bezobsługowy filtr, zamontować go i poczekać na efekt. Bo nie sztuką jest coś zrobić, sztuką jest by to coś zadziałało i spełniło swoją rolę.Ale od początku.Od 10 lat latem kąpiemy się w naszym basenie. Basen jest dość duży, wchodzi do niego prawie 9 metrów sześciennych wody. Stoi w szklarni. Co roku borykaliśmy się z problemem czystej wody, trzeba było sypaś chlor do basenów, i co dziennie czyścić filtr. Rezultaty zawsze były mierne i trzeba było przynajmniej raz w sezonie wylewać wodę. Problemem były przede wszystkim glony, osad na dnie i duże ilości chloru, a nie chciałem, żeby dzieci moczyły się w chlorowanej wodzie. Postanowiłem coś z tym zrobić. Kiedyś miałem oczko wodne i wykorzystałem filtr biologiczny, który bardzo dobrze dawał sobie radę z filtrowaniem wody. Budowa była prosta, część filtracyjna, na której bakterie przerabiały organiczne części na nim. azot oraz wierzba, która ten azot ( oraz inne składniki) pobierały z wody poprzez rozwinięty system korzeniowy.
Chwilowo się trochę zatrzymam i podam nieco informacji. Glony rozwijają się wtedy, kiedy w basenie mają pokarm: azot, fosfor, potas i inne mikro i makro składniki. Te składniki są systematycznie dostarczane do wody z skóry kąpiących się i z powietrza. Aczkolwiek glony w odróżnieniu od roślin, nie mają zdolności do magazynowania minerałów. Trzeba stworzyć sytuację niedoboru podstawowych minerałów, aby glony i inne drobnoustroje nie mogły się rozwijać, lub ich rozrost został zahamowany. Tutaj z pomocą przychodzi wierzba, a właściwie jej system korzeniowy, który z wody absorbuje minerały.
Typowym problemem w konstrukcji bezobsługowego filtra do basenu jest pojemność tego filtra w stosunku do objętości wody w basenie i szybkość przepływu wody.Przyznam, że nie miałem pojęcia jak do tego podejść i działałem po omacku. Wstępnym założeniem było:Filtr ma być estetyczny, bezobsługowy i tani w produkcji i eksploatacji.
Jako filtr posłużył mi plastikowy pojemnik na deszczówkę o pojemności 265 litrów - Woodcan kolor brązowy. Wsad to rurka karbowana bezbarwna 10mm i 20 mm i keramzyt ogrodowy.Filtr zasila pompa wodna do CO o mocy 90 W. Pompa ma 3 stopnie regulacji.
Filtrowanie będzie się odbywać od dołu w górę. Taki kierunek jest ważny, ponieważ gwarantuje samoistne osadzanie się większych cząstek na wszadzie filtracyjnym. Natomiast w przeciwnym kierunku następowało by samoistne wypłukiwanie osadu.
Woda jest zasysana z dna basenu, przez rurę PCV 50 mm. Następnie pompa tłoczy ją do spodu zbiornika. Tutaj wykorzystałem gwinty wewnętrzne 1" w zbiorniku Woodcan.Za pompą rozdzieliłem ją trójnikiem z szybkozłączem typu Geko. Poza tym przerobiłem zawór zwrotny 2", z którego usunąłem część sprężyny, tak aby przepływ nie był dławiony. Zawór zamontowałem na wylocie pompy. To rozwiązane jest ważne, bo w mojej konstrukcji powierzchnia wody w basenie jest niższa o około 20 centymetrów niż powierzchnia wody w filtrze. W przypadku zapowietrzenia lub braku prądu woda w filtrze opadła by i doszło by do uszkodzenia systemu korzeniowego. Tego chciałem uniknąć.
Na dno zbiornika położyłem 2 przecięte cegły dziurawki, a na nie dystansową kratkę z tworzywa, tak aby górny wlot był 2-3 centymetry poniżej kratki. Dodatkowo cegły są ułożone tak, aby wpływająca woda wykonywała ruch wirowy wody w lewo lub prawo. Sprawia to odśrodkowe osadzanie się większych zanieczyszczeń na ściankach zbiornika. Na plastykową kratkę położyłem pocięte rurki 20 mm, które zostały umieszczone w 3 warstwowych workach ogrodniczych. Worki uprzednio wymoczyłem bo okropnie śmierdziały.Potem warstwa pociętych rurek 10 mm. Na to wypłukany keramzyt w workach 2-3 warstwowych.Na wierzch wycięta ogrodowa kratka z tworzywa.Całość dociśnięta cegłą kratówką tak, aby tafla wody nie zakrywała jej w całości.Wylot wody zrobiłem z wentylacyjnej rury 100 mm i króćca do łączenia rur. Wysokość wylotu jest dopasowana do wysokości basenu. W moim przypadku musiałem zrobić podest z cegieł i płyty OSB. Wylot z filtra jest o1 cm wyżej od górnej krawędzi rurki basenu. Dzięki temu woda wypływa bez problemu i spadając napowietrza wodę, co również jest ważne.Ujście w zbiorniku wyciąłem o 4 cm mniejszy, czyli 6 cm. Następnie ogrzałem brzegi w około otworu, tu przydaje się opalarka z regulacja temperatury i dysza do opalarki szczelinowa. Kiedy brzegi byłu miękkie wcisnąłem króciec 100 mm, tak że w zbiorniku zrobił się kołnierz wywinięty do środka. Całość uszczelniłem silikonem. Po 2 dniach napełniłem wodą.
I tu zrobiłem pierwszy błąd. Bo nie miałem wcześniej przygotowanych ukorzenionych gałązek wierzby. Zanim wierzba wypuściła korzenie minęło około 30 dni i przez ten czas filtr nie działał tak jak powinien. Woda zrobiła się zielona i byłem załamany :(.Następnym razem przygotuję, miesiąc przed planowanym uruchomieniem filtra stosowną ilość gałązek wierzby. Gałązki ukorzenię w wiaderku i będą czekać przygotowane do pracy :)
Zanim filtr zaczął działać, byłem zmuszony dodać chlor i wytrącić glony preparatem do klarowania. Tu wpadł mi do głowy bardzo dobry sposób odkurzania basenu. Bo wiadomo, że wiatr prędzej czy później naniesie pyłu, nasion, owadów i trzeba będzie to wszystko usunąć z dna basenu. Ja jak dodałem chloru i preparatu doklarowania to miałem sporo osadu na dnie. Do systemu odkurzania wykorzystałem króciec wlotowy PCV 50 mm, do niego wcisnąłem 5-cio metrowy wąż do odkurzacza Dedra. Długość jest taka, że obejmuję całą powierzchnię basenu. Na końcu rury jest umocowana prosta szczotka do odkurzania z włosiem, usztywniona rurką z tworzywa. Odkurzanie wykorzystuje siłę ssąca pompy tak, że bez kłopotu zasysa cały osad z dna basenu. Odkurzanie trzeba wykonywać 1-2 razy w tygodniu. Jak była bardzo duża ilość osadu, to woda po odkurzaniu lekko zmętniała, ale na drugi dzień była już czysta.
Filtr mojej budowy zaczął działać po 60 dniach. Myślę, że gdybym miał przygotowaną ukorzenioną wierzbę to wystarczyło by 20-30 dni na wytworzenie równowagi biologicznej w filtrze.W tej chwili woda jest cały czas klarowna, raz na tydzień odkurzam dno.Filtr będzie działał do paździerika, po spuszczeniu wody z basenu będę musiał go wyczyścić. Ponieważ wkłady są w workach, nie przewiduję większych problemów. Na jesień napiszę jak mi poszło.Pozdrawiam
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 1658
Ocena użytkowników: 5 / 5
Plazma to zjonizowana materia o stanie skupienia przypominającym gaz. Dzięki specyficznym właściwościom zwana jest czwartym stanem materii. Plazma złożona jest zarówno z cząstek naładowanych elektrycznie, jak i obojętnych. W plazmie współwystępują zjonizowane atomy oraz elektrony, jednak cała objętość zajmowana przez plazmę jest elektrycznie obojętna.
Ze względu na obecność dużej ilości jonów o różnym ładunku oraz swobodnych elektronów, plazma przewodzi prąd elektryczny, ale jej opór, inaczej niż w przypadku metali, maleje ze wzrostem temperatury.
W zależności od natężenia przepływającego prądu w plazmie rozróżnia się trzy stany:
- przy bardzo małym natężeniu prądu nie widać świecenia (czarny prąd),
- przy większym natężeniu prądu plazma zaczyna wytwarzać światło - znamy to zjawisko z powszechnie występujących lamp jarzeniowych,
- gdy natężenie prądu wzrośnie i przekroczy pewną graniczną wartość to powstaje łuk elektryczny - i to jest ta właściwość, którą wykorzystujemy przy cięciu i spawaniu plazmą.
Cięcie plazmą (cięcie plazmowe) polega na topieniu i wyrzucaniu metalu ze szczeliny cięcia silnie skoncentrowanym plazmowym łukiem elektrycznym o dużej energii kinetycznej, jarzącym się między elektrodą nietopliwą a ciętym przedmiotem. Plazma tworzona jest za pomocą palnika do cięcia plazmą. Przepuszczanie strumienia sprężonego gazu przez jarzący się łuk elektryczny powoduje jego jonizację i dzięki dużemu zagęszczeniu mocy wytwarza się strumień plazmy. Dysza zamontowana w palniku skupia łuk plazmowy. Chłodzone ścianki dyszy powodują zawężanie kolumny łuku. Zasada działania cięcia plazmą wykorzystuje wysoką temperaturę w jądrze łuku plazmowego (10000÷30000K) i bardzo dużą prędkość strumienia plazmy, co powoduje, że cięty materiał jest topiony i wydmuchiwany ze szczeliny.
Powszechnie stosowanym gazem plazmotwórczym jest powietrze. W urządzeniach o dużych mocach z reguły używa się argonu, azotu, wodoru, dwutlenku węgla oraz mieszanki argon-wodór i argon-hel Strumieniem plazmy jest możliwe cięcie materiałów przewodzących prąd elektryczny - wykonanych ze stali węglowych i stopowych, aluminium i jego stopów, mosiądzu, miedzi oraz żeliwa.
Cechy użytkowe metody cięcia plazmą
Zalety:
znaczne prędkości cięcia - 5 do 7 razy większe niż w wypadku cięcia tlenowo-gazowego,
cięcie bez podgrzewania, szybkie przebijanie,
wąska strefa wpływu cięcia, małe odkształcenia cieplne - stosunkowo niewielki wpływ temperatury na cały materiał dzięki dużym prędkościom i silnie skoncentrowanemu działaniu temperatury,
niewielka szczelina cięcia,
dobra jakość powierzchni cięcia,
możliwość cięcia bez nadpalania materiałów cienkich,
duży zakres grubości cięcia - od 0,5mm do 160mm,
skuteczne cięcie w pionie i ukosowanie stali konstrukcyjnej o grubości do 30mm
łatwa automatyzacja procesu cięcia.
Wady:
duży hałas (nie dotyczy przypadku procesu cięcia pod wodą)
silne promieniowanie UV,
duża ilość gazów i dymów szkodliwych dla zdrowia,
zmiany w strefie wpływu cięcia,
trudności w utrzymaniu prostopadłości krawędzi.
Żłobienie plazmą
Przecinarki plazmowe stosowane do cięcia mogą być wykorzystywane również do żłobienia. Podczas żłobienia palnik skierowany jest pod kątem ostrym w stosunku do obrabianej powierzchni, dzięki czemu stopiony materiał jest wydmuchiwany na zewnątrz bez przecinania materiału. Przez żłobienie metal usuwany jest w sposób wydajny, precyzyjny i czysty. Korzyści stosowania żłobienia plazmowego to: redukcja hałasu i dymów w porównaniu z innymi cieplnymi metodami żłobienia, wysoka precyzja i duża wydajność usuwania metalu, redukcja ryzyka nawęglania w porównaniu z procesem żłobienia łukiem elektrycznym, możliwość żłobienia metali żelaznych i nieżelaznych.
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 1521
Ocena użytkowników: 5 / 5
Dzień dobry
Technologia drukowania FDM bazuje na tworzeniu modeli z polimerów podawanych z ekstrudera w postaci drutu o średnicy 1.75mm lub 3mm, na płytę modelową.
Zasada działania jest analogiczna jak w drukarkach atramentowych. Głowica z dyszą podaje materiał bazowy - podporowy i przemieszcza sie w płaszczyźnie X Y. Nałożone tworzywo o określonej grubości (o tym poniżej) zastyga w pare sekund. Następnie głowica lub stół modelarski przemieszcza się w płaszczyźnie Z i nakładana jest nowa warstwa w płaszczyznach X Y.
Drut do drukarek 3D nazywany jest filamentem. Jakość wydruku w decydującej mierze zależy, od jakości filamentu. Wszystkie zanieczyszczenia, nierówna powierzchnia czy wilgotność wpływają niekorzystnie na wytrzymałość i powierzchnię drukowanego modelu. W ( technice FDM|drukarce} drut podawany jest ze szpuli do ekstrudera, w którym drut jest topiony w temperaturze 170-250 stopni i pod ciśnieniem wystrzeliwany przez dyszę drukującą. Drukarki 3D drukują w jednym kolorze takim jak filament. Zależnie od drukarek minimalne grubości drukowanej ścianki mogą wynosić od 0,1mm do 0,6mm. Grubość nakładanej warstwy waha się od 0,1mm do 0,01mm i jest wprost proporcjonalny do prędkości drukowania.
Rodzaje filamentów.

W praktyce wykorzystuje się dwa rodzaje tworzyw termoplastycznych ABS i PLA. Niemniej jednak technologia FDM pozwala na drukowanie z użyciem drutów z poliwęglanu, nylonu, polietylenu i innych.
ABS (akrylo-butylo-styren) to szeroko rozpowszechnione tworzywo. Spotykane min. w przemyśle motoryzacyjnym, AGD i RTV. Jest nieodporne na agresywne rozpuszczalniki organiczne np. Aceton. ABS ma dobre właściwości mechaniczne, jest odporny na uderzenia, jego gęstość wynosi około 1.05 g/cm3. Zalecana temperatura druku to 230-250 °C i co jest bardzo istotne potrzebuje podgrzewanego stołu modelowego, z tego powodu niepopularny w amatorskich drukarkach.

PLA (polilaktyd) jest znacznie twardszy, gęstość 1.25 g/cm3 i przez to bardziej kruchy, szczególnie w niskich temperaturach. Ciekawą właściwością PLA jest jego biodegradowalność. Tworzywo posiada niską temperaturę druku około 170-190 °C. Dzięki temu nie potrzebuje on podgrzewanego stołu modelowego.
Pozdrawiam.
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 9886
Ocena użytkowników: 3 / 5
W technice łączenia metali mamy dwa rodzaje lutowania twarde i miękkie.
Lutowanie to innymi słowy sposób łączenia metali z wykorzystaniem spoiwa, które ma niższą temperaturę topnienia, niż elementy łączone. Czyli nie są topione jak to ma miejsce podczas spawania.
Z lutowaniem miękkim mamy do czynienia wtedy kiedy spoiwo ma temperaturę topnienia niższą niż 400 stopni np.
- Spoiwo cyno-ołowiowe LC60
- Spoiwo cynowo-miedziowe Sn97Cu3
W lutowaniu twardym stosujemy spoiwa o temperaturze topnienia powyżej 650 stopni np.:
Urządzeniami do lutowania są lutownice transformatorowe, lutownice oporowe, palniki gazowe na propan butan, palniki cyklonowe na propan butan, palniki propan + tlen, palniki acetylen + tlen.
Zanim przystąpimy do lutowania należy starannie wyczyścić powierzchnię z tłuszczów, nalotów,Tlenków, siarczków, kleju itp.. Jest to przesłankakonieczna do powstania prawidłowego łączenia.
Powierzchnie czyścimy najpierw:
- Mechaniczne, korzystając z skrobaka, włókniny szlifierskiej lub gąbki ściernej.
- Chemicznie używając do odtłuszczenia rozpuszczalników acetonowych lub rbenzyny ekstrakcyjnej.
- Chemicznie używając do usunięcia siarczków i tlenkow oraz aktywowania powierzchni kwasu lutowniczego, kalafoni i topników.
Lutowanie miękkie polega na łączeniu metalu za pomocą łatwo topliwego lutu cynowego. Luty mają z reguły postać pałeczek lub pręcików. Występują wraz z topnikiem lub bez. Topnik jest niezbędny do poprawnego połączenia, ochrania powierzchnie przed powstawaniem tlenków i powoduje, że spoiwo bez trudu zwilża powierzchnię. Należy dbać, aby nie przegrzewać lutowanych elementów, zwłaszcza przy lutowaniu palnikiem płomieniowym.
Tego typu połączenia są w niewielkim stopniu odporne mechanicznie, ale doskonale przewodzą prąd i dają gwarancję szczelności. Znajdują zastosowanie w elektryce i elektronice, w instalacjach wodnych i CO.
Jak w praktyce wygląda lutowanie miękkie np. przewodów elektrycznych:
- Przewody trzeba odizolować.
- Jeśli są to cienkie przewody to stosujemy jako topnik kalafonię, bo pasta lutownicza jest produkowana na bazie kwasu i może po pewnym czasie sprawić przerwanie styku.
- Grzejemy grot i nakładamy cynę tak, aby powstała kropelka i wstrzymujemy nagrzewanie.
- Zanurzamy grot w paście.
- Przewody do lutowania skręcamy i pobielamy (połączenia elektryczne), dotykamy do skręconego przewodu grot i włączamy lutownicę.
- Temperatura spowoduje, że nadwyżka topnika spłynie na przewód i odtłuści go i usunie tlenki, chwile po tym roztopiona cyna spłynie na przewód i pokryje go w całości.
- Jak tylko cyna spłynie na przewód należy od razu przerwać nagrzewanie i odsunąć grot od przewodu. Unikniemy w ten sposób spalenia topnika i utlenienia cyny.
- Pobielone przewody przytykamy jeden do drugiego, na grot nabieramy odrobinę cyny z topnikiem (patrz wyżej).
- Grzejemy połączone przewody, jak tylko cyna spłynie z grotu na przewody natychmiast przerywamy nagrzewanie. Uwaga pamiętajmy, że przez chwilę cyna jest jeszcze ciekła i tak długo jak nie wystygnie nie można poruszać przewodami.
- W przypadku lutowania nadzwyczaj cienkich przewodów nie stosujemy pobielania. Całą operację robimy w jednym podejściu. Najpierw skręcamy kabelki następnie lutujemy.
- Po skończonym lutowaniu można usunąć topnik denaturatem, przede wszystkim, jeżeli korzystamy z pasty lutowniczej.
Lutowanie twarde na przykładzie pękniętej rurki mosiężnej, lut srebrny otulonym.
Lutowanie powinno się wykonywać w dobrze wentylowanych pomieszczeniach. Pomieszczenie nie powinno być za mocno oświetlone, nie widać wówczas koloru nagrzanego metalu.
Do lutowania twardego stosujemy palniki propan butan, propan-butan + tlen i acetylen + tlen, nagrzewanie indukcyjne. Zależy to od rozmiaru lutowanych detali i użytego lutu. W naszym przykładzie lutujemy długą rurkę mosiężną o średnicy 22mm i grubość ścianki około 1mm . Do takiej pracy wystarczy palnik cyklonowy na propan butan techniczny. Dysza 19mm dająca około 3,5kW.

Lutowanie twarde - przykład:
- Części lutowane oczyścić mechanicznie i chemicznie.
- Łączone fragmenty umieszczamy na płycie szamotowej, która w śladowym stopniu odbiera ciepło a przy lutowaniu seryjnym kumuluje je i poza tym ogrzewa otoczenie.
- Starannie dopasowujemy łączone powierzchnie.
- Przygotowujemy lut, nie może być za gruby, w naszym przykładzie może mieć średnicę 1,5mm - 2mm.
- Grzejemy palnikiem elementy do temperatury topnienia topnika.
- Zwilżamy topnikiem elementy lutowane. Kolor metali zmienia się po zwilżeniu topnikiem.
- Kontynuować grzanie do temperatury roboczej. Zależnie od rodzaju lutu może to być 650-950 stopni.
- O temperaturze najlepiej mówi kolor metalu.
- Po osiągnięciu temperatury roboczej przykładamy lut twardy na styku łączenia i czekamy aż się stopi i przeniknie kapilarnie między łączone elementy.
- Natychmiast przerywamy nagrzewanie.
- Resztki topnika zmywamy gorącą wodą.
- Jeżeli stosujemy lut mosiężny LM-60 do lutowania stali to dodatkowo miejsce lutowania posypujemy boraksem.
- Jeśli stosujemy lut fosforowy do łączenia miedzi to nie potrzeba topnika (ja jednak zawsze stosuję)
Reszta to praktyka i jeszcze raz praktyka.
Pozdrawiam
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 1923
Ocena użytkowników: 5 / 5
Uzupełnienie techniki lutowania miękkiego. Dotyczy tylko niewielkich elementów.
Lutowanie aluminium jest nieco trudniejsze. Podstawowy problem stanowią tlenki, które tworzą się na powierzchni aluminium przy kontakcie z powietrzem. Ten proces przy ogrzewaniu lutowanych elementów następuje błyskawicznie.
Rozwiązaniem jest zastosowanie smaru lub oleju, jako bariery.
Łączone elementy trzeba najpierw pobielić, ponieważ aluminium ma bardzo dobrą przewodność i najczęściej lutuje się większe elementy to trzeba użyć lutownic kolbowych o mocy 250W lub więcej.
Pierwszym etapem jest usunięcie mechaniczne tlenków z powierzchni. Można to zrobić skrobiąc nożem lub skrobakiem aluminium zanurzone w oleju lub natychmiast po oskrobaniu pokryć smarem.
Na nagrzaną kolbę lutowniczą nakładamy cynę, kalafonię i pocieramy o powierzchnię pobielaną.
Pobielone końce smarujemy kalafonią lub pastą na bazie kalafonii i łączymy.
Jest jeszcze inny sposób, z dodatkiem opiłków stali lub ziarna węglika krzemu. Na nagrzaną kolbę nakłada się cynę i połączone z kalafonią opiłki. Działają one podczas pobielania jako materiał ścierny, usuwają tlenki.
- Szczegóły
- Super User
- Kategoria: Techniki spawania i lutowania
- Odsłony: 1513
Ocena użytkowników: 5 / 5
Firma Cynel działa na polskim rynku od ponad 25 lat. Produkuje wysokiej, jakości spoiwa lutownicze.
Wykorzystuje w tym celu najczystsze dostępne surowce oraz unikalną na skalę światową technikę wysokociśnieniowej obróbki stopów metali. Na uwagę zasługuje fakt, że technologia ta została zaprojektowana w Polsce - w Polskiej Akademii Nauk - i jest z powodzeniem handlowo wykorzystywana przez polską firmę. Jest to wzorcowy przykład współpracy nauki i biznesu.
Jakość spoiw lutowniczych wielokrotnie została doceniona i nagrodzona przez klientów.
Najbardziej popularne i znane spoiwa lutownicze to:
Spoiwo lutownicze S-Sn97Cu3 popularnie zwana cyna do lutowania jest stopem wyprodukowanym w pierwszym wytopie cyny i miedzi wg. z PN EN 29453-24. Przeznaczony do lutowania w wyższych temperaturach, także przy lutowaniu płomieniowym instalacji miedzianych, oraz w tyglach lutowniczych.
Spoiwo lutownicze S-Sn99Cu1 to stop wyprodukowany w pierwszym wytopie cyny i miedzi zgodnie z PN EN 29453-24. Popularny lut miękki, przeznaczony, jako nisko kosztowy substytut dla spoiw cynowo ołowiowych.
Spoiwo lutownicze S-Sn60Pb40 wyprodukowane w pierwszym wytopie cyny i ołowiu zgodnie z normą PN EN 29453:2000, w stałym procesie odlewania bez dostępu powietrza, następnie wyciskany, co zapewnia eliminację występowania tlenków.
Spoiwo lutownicze S-Sn60Pb40 ma zastosowanie głównie w technice elektroinstalacyjnej, do produkcji typowych urządzeń i elementów elektronicznych, elektrotechnice oraz do lutowania układów z pokryciami cynowymi, cynowo-ołowiowymi, kadmowymi, cynkowymi i srebrnymi.

W ofercie firmy Cynel znajduje się także szeroka i zróżnicowana gama topników wspierających procesy lutowania w różnych środowiskach technologicznych. Najważniejsze z nich:
Pasta Cynel-1 jest wytwarzana na bazie kalafonii z aktywatorami organicznymi. Zawiera aktywny topnik 1.1.2.C wg PN EN 29454. Bardzo dobrze nadaje się do lutowania powierzchni cynowanych, miedzianych, mosiężnych, niklowanych, pobielania końcówek przewodów itp. W uzasadnionych wypadkach pozostałości pasty można usunąć terpentyną.
Topnik lutowniczy Cynel-Cu ma postać żelu, zawiera mieszaninę soli organicznych (wg PN EN 29454 oznaczenie 3.1.1).
Wykorzystanie Topnika Cynel Cu. Topnik używany przy lutowaniu miedzianych instalacji hydraulicznych. Zadaniem jego jest ochronić beztlenowo powierzchnię rury miedzianej i kształtki podczas ogrzewania do temperatury roboczej, aby zapewnić w ten sposób zwilżenie kształtki stopem lutowniczym. Topnik Cynel-Cu jest rozpuszczalny w wodzie, co upraszcza ścieranie resztek topnika po lutowaniu.
Sposób użycia Topnika Cynel CU
Powierzchnie rur i kształtek oczyścić do czystego metalu niemetalicznym czyścikiem.
Po oczyszczeniu usunąć powstały pył.
Na oczyszczoną końcówkę rury nanosić delikatną powłokę topnika Cynel-Cu tak, aby pokrył całą przeznaczoną do lutowania powierzchnię.
Koniec rury włożyć w kształtkę aż do oporu.
Rurę i kształtkę podgrzać równomiernie aż do osiągnięcia temperatury roboczej na całej żądanej powierzchni. Płomień palnika utrzymywać skośnie do rury w kierunku kształtki.
Resztki topnika przemyć wodą a wnętrze instalacji przed użyciem również przepłukać wodą.
Strona 1 z 2
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec